發布日期:2022-04-26 點擊率:65 品牌:西門子_Siemens
西門子S7-200系列PLC有通信方式有三種:一種是點對點(PPI)方式,用于與該公司PLC編程器或其它人機接口產品的通信,其通信協議是不公開的。另一種為DP方式,這種方式使得PLC可以通過Profibus-DP通信接口接入Profibus現場總線網絡,從而擴大PLC的使用范圍。最后一種方式是自由口通信(Freeport)方式,由用戶定義通信協議,實現PLC與外設的通信。以下采用自由口通信方式,實現PC與S7-200系列PLC通信。
1.PC與西門子S7-200系列PLC通信連接
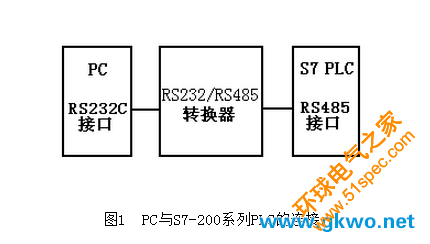
PC為RS232C接口,S7-200系列自由口為RS485。因此PC的RS232接口必須先通過RS232/RS485轉換器,再與PLC通信端口相連接,連接媒質可以是雙絞線或電纜線。西門子公司提供的PC/PPI電纜帶有RS232/RS485轉換器,可直接采用PC/PPI電纜,因此在不增加任何硬件的情況下,可以很方便地將PLC和PC的連接,如圖1所示。也可實現多點連接。
2.西門子S7-200系列PLC自由通信口初始化及通信指令
在該通信方式下,通信端口完全由用戶程序所控制,通信協議也由用戶設定。PC機與PLC之間是主從關系,PC機始終處于主導地位。PLC的通信編程首先是對串口初始化,對S7-200PLC的初始化是通過對特殊標志位SMB30(端口0)、SMB130(端口1)寫入通信控制字,設置通信的波特率,奇偶校驗位、停止位和字符長度。顯然,這些設定必須與PC的設定相一致。SMB30和SMB130的各位及含義如下:
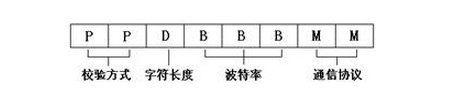
其中,校驗方式:00和11均為無校驗、01為偶校驗、10為奇校驗;字符長度:0為傳送字符有效數據是8位、1為有效數據是7位;波特率:000為38400baud、001為19200baud、010為9600baud、011為4800baud、100為2400baud、101為1200baud、110為600baud、111為300baud;通信協議:00為PPI協議從站模式、01為自由口協議、10為PPI協議主站模式、11為保留,缺省設置為PPI協議從站模式。
XMT及RCV命令分別用于PLC向外界發送與接收數據。當PLC處于RUN狀態下時,通信命令有效,當PLC處于STOP狀態時通信命令無效。
XMT命令將指定存儲區內的數據通過指定端口傳送出去,當存儲區內最后一個字節傳送完畢,PLC將產生一個中斷,命令格式為XMTTABLE,PORT,其中PORT指定PLC用于發送的通信端口,TABLE為是數據存儲區地址,其第一個字節存放要傳送的字節數,即數據長度,最大為255。
RCV命令從指定的端口讀入數據存放在指定的數據存儲區內,當最后一個字節接收完畢,PLC也將產生一個中斷,命令格式為RCVTABLE,PORT,PLC通過PORT端口接收數據,并將數據存放在TBL數據存儲區內,TABLE的第一個字節為接收的字節數。
在自由口通信方式下,還可以通過字符中斷控制來接收數據,即PLC每接收一個字節的數據都將產生一個中斷。因而,PLC每接收一個字節的數據都可以在相應的中斷程序中對接收的數據進行處理。
3.通信程序流程圖及工作過程
在上述通信方式下,由于只用兩根線進行數據傳送,所以不能夠利用硬件握手信號作為檢測手段。因而在PC機與PLC通信中發生誤碼時,將不能通過硬件判斷是否發生誤碼,或者當PC與PLC工作速率不一樣時,就會發生沖突。這些通信錯誤將導致PLC控制程序不能正常工作,所以必須使用軟件進行握手,以保證通信的可靠性。
由于通信是在PC機以及PLC之間協調進行的,所以PC機以及PLC中的通信程序也必須相互協調,即當一方發送數據時另一方必須處于接收數據的狀態。如圖2、圖3所示分別是PC、PLC的通信程序流程。


通信程序的工作過程:PC每發送一個字節前首先發送握手信號,PLC收到握手信號后將其傳送回PC,PC只有收到PLC傳送回來的握手信號后才開始發送一個字節數據。PLC收到這個字節數據以后也將其回傳給PC,PC將原數據與PLC傳送回來的數據進行比較,若兩者不同,則說明通信中發生了誤碼,PC機重新發送該字節數據;若兩者相同,則說明PLC收到的數據是正確的,PC機發送下一個握手信號,PLC收到這個握手信號后將前一次收到的數據存入指定的存儲區。這個工作過程重復一直持續到所有的數據傳送完成。
采用軟件握手以后,不管PC與PLC的速度相差多遠,發送方永遠也不會超前于接收方。軟件握手的缺點是大大降低了通信速度,因為傳送每一個字節,在傳送線上都要來回傳送兩次,并且還要傳送握手信號。但是考慮到控制的可靠性以及控制的時間要求,犧牲一點速度是值得的,也是可行的。
PLC方的通信程序只是PLC整個控制程序中的一小部分,可將通信程序編制成PLC的中斷程序,當PLC接收到PC發送的數據以后,在中斷程序中對接收的數據進行處理。PC方的通信程序可以采用VB、VC等語言,也可直接采用西門子專用組態軟件,如STEP7、WinCC
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


